
Струйная технология печати
Основой любого процесса струйной печати является процесс создания капель красителя и переноса этих капель на бумагу или любой другой носитель, пригодный для струйной печати. Управление потоком капель позволяет добиться различной плотности и тональности изображения.
На сегодняшний день существует два различных подхода к созданию управляемого потока капель. Первый метод, основанный на создании непрерывного потока капель, так и называется — метод непрерывной струйной печати. Второй метод создания потока капель предусматривает возможность непосредственного управления процессом создания капли в нужный момент времени. Системы, использующие этот метод управления потоком капель, получили название системы импульсной струйной печати.
На сегодняшний день существует два различных подхода к созданию управляемого потока капель. Первый метод, основанный на создании непрерывного потока капель, так и называется — метод непрерывной струйной печати. Второй метод создания потока капель предусматривает возможность непосредственного управления процессом создания капли в нужный момент времени. Системы, использующие этот метод управления потоком капель, получили название системы импульсной струйной печати.
Непрерывная струйная печать

Краситель, находящийся под давлением, поступает в сопло и разделяется на капли путем создания быстрых колебаний давления, получаемые с помощью какого-либо электромеханического средства. Колебания давления вызывают соответствующую модуляцию диаметра и скорости выходящий из сопла струи красителя, которая разделяется на отдельные капли под воздействием сил поверхностного натяжения.
Этот метод позволяет достигать очень большой скорости создания капель: до 150 тыс. штук в секунду для коммерческих систем и до миллиона штук для специальных систем. Для управления потокам капель используется электростатическая система отклонения. Вылетающие из сопла капли проходят через заряженный электрод, напряжение на котором меняется в соответствии с управляющим сигналом. Поток капель попадает за тем в пространство между двумя отклоняющимися электродами, имеющими постоянную разность потенциалов. В зависимости от полученного ранее заряда отдельные капли изменяют свою траекторию по-разному. Этот эффект позволяет управлять положением печатаемой точки, так и ее наличием или отсутствием на бумаге. В последнем случае капля отклоняется настолько, что попадает в специальный улавливатель.
Подобные системы позволяют печатать точки диаметром от 20 микрон до одного миллиметра. Типичной является точка размером 100 микрон, что соответствует объему капли в 500 пиколитров. Основное применение такие системы нашли на рынке промышленной печати, в системах маркировки товаров, массовой печати этикеток, медицине и пр.
Этот метод позволяет достигать очень большой скорости создания капель: до 150 тыс. штук в секунду для коммерческих систем и до миллиона штук для специальных систем. Для управления потокам капель используется электростатическая система отклонения. Вылетающие из сопла капли проходят через заряженный электрод, напряжение на котором меняется в соответствии с управляющим сигналом. Поток капель попадает за тем в пространство между двумя отклоняющимися электродами, имеющими постоянную разность потенциалов. В зависимости от полученного ранее заряда отдельные капли изменяют свою траекторию по-разному. Этот эффект позволяет управлять положением печатаемой точки, так и ее наличием или отсутствием на бумаге. В последнем случае капля отклоняется настолько, что попадает в специальный улавливатель.
Подобные системы позволяют печатать точки диаметром от 20 микрон до одного миллиметра. Типичной является точка размером 100 микрон, что соответствует объему капли в 500 пиколитров. Основное применение такие системы нашли на рынке промышленной печати, в системах маркировки товаров, массовой печати этикеток, медицине и пр.
С помощью струйной печати возможна печать баннеров, как на синтетических полотнах, так и на тканях. Например ткань оксфорд 210 отлично подходит для печати плакатов и баннеров.
Импульсная струйная печать
Этот принцип создания потока капель предусматривает возможность непосредственного управления процессом создания капли в определенное время. В отличие от систем непрерывного действия, здесь отсутствует постоянное давление в объеме чернил, а при необходимости создания капли генерируется импульсы давления. Управляемые системы принципиально менее сложны в изготовлении, однако для их работы требуется устройство создания импульсов давления примерно втрое более мощно, чем для систем непрерывного действия. Производительность управляемых систем составляет до 20 тыс. капель в секунду для одного сопла, а диаметр капель — от 20 до 100 микрон, что соответствует объему от 5 до 500 пиколитров. В зависимости от способа создания импульса давления в объеме с чернилами различают пьезоэлектрическую и термическую струйную печать.
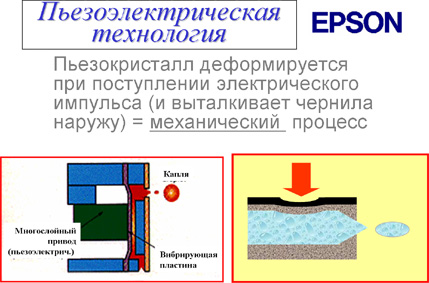
Для реализации пьезоэлектрического метода в каждое сопло установлен пьезоэлемент, связанный с чернильным каналом диафрагмой. Под воздействием электрического поля происходит деформация пьезоэлемента, благодаря которому сжимается и разжимается диафрагма, выдавливая каплю чернил через сопло. Подобный метод генерации капли используется в струйных принтерах Epson.
Положительным свойством таких технологий струйной печати является то, что пьезоэффект хорошо управляем электрическим полем, что дает возможность достаточно точно варьировать объемов получаемых капель, а значит и в достаточной степени влияет на размер получаемых пятен на бумаге. Тем не менее, практическое использование модуляции объема капель затруднено тем, что изменяется не только объём, но и скорость движения капли, что при движущейся головке вызывает ошибки позиционирования точки.
С другой стороны, производство печатающих головок для пьезоэлектрической технологии оказывается слишком дорогим в пересчете на одну головку, поэтому в принтерах Epson печатающая головка является частью принтера и по стоимости может составлять до 70% от общей стоимости всего принтера. Выход из строя такой головки требует серьезного сервисного обслуживания.
Для реализации пьезоэлектрического метода в каждое сопло установлен пьезоэлемент, связанный с чернильным каналом диафрагмой. Под воздействием электрического поля происходит деформация пьезоэлемента, благодаря которому сжимается и разжимается диафрагма, выдавливая каплю чернил через сопло. Подобный метод генерации капли используется в струйных принтерах Epson.
Положительным свойством таких технологий струйной печати является то, что пьезоэффект хорошо управляем электрическим полем, что дает возможность достаточно точно варьировать объемов получаемых капель, а значит и в достаточной степени влияет на размер получаемых пятен на бумаге. Тем не менее, практическое использование модуляции объема капель затруднено тем, что изменяется не только объём, но и скорость движения капли, что при движущейся головке вызывает ошибки позиционирования точки.
С другой стороны, производство печатающих головок для пьезоэлектрической технологии оказывается слишком дорогим в пересчете на одну головку, поэтому в принтерах Epson печатающая головка является частью принтера и по стоимости может составлять до 70% от общей стоимости всего принтера. Выход из строя такой головки требует серьезного сервисного обслуживания.

Для реализации термоструйного метода каждое из сопел оборудовано одним или несколькими нагревательными элементами, которые при пропускании через них тока за несколько микросекунд нагреваются до температуры около 600С. Возникающие при резком нагревании газовый пузырь выталкивает через выходное отверстие сопла порцию чернил, формирующих каплю. При прекращении действия тока нагревательный элемент остывает, пузырь разрушается, а на его место поступает очередная порция чернил из входного канала.
Процесс создания капель в термических печатающих головках после подачи импульса на резистор почти неуправляем и имеет пороговую зависимость объема испаряемого вещества от приложенной мощности, поэтому здесь динамическое управление объемом капели в отличие от пьзоэлектрической технологии весьма затруднительно.
Тем не менее, термические печатающие головки обладают самым высоким соотношением производительности и стоимости производства единицы продукции, поэтому термоструйная печатающая головка обычно является частью картриджа и при замене картриджа на новый автоматически происходи и смена печатающей головки. Однако, применение термических печатающих головок требует разработки специальных чернил, которые могут достаточно легко испаряться без возгорания и не подвержены разрушению при термическом ударе.
Процесс создания капель в термических печатающих головках после подачи импульса на резистор почти неуправляем и имеет пороговую зависимость объема испаряемого вещества от приложенной мощности, поэтому здесь динамическое управление объемом капели в отличие от пьзоэлектрической технологии весьма затруднительно.
Тем не менее, термические печатающие головки обладают самым высоким соотношением производительности и стоимости производства единицы продукции, поэтому термоструйная печатающая головка обычно является частью картриджа и при замене картриджа на новый автоматически происходи и смена печатающей головки. Однако, применение термических печатающих головок требует разработки специальных чернил, которые могут достаточно легко испаряться без возгорания и не подвержены разрушению при термическом ударе.
Comments are Disabled