
Monthly Archives: Май 2018
Как выбрать цветной лазерный принтер
После того как Вы поняли, что Вам нужен именно цветной лазерный принтер, осталось выбрать конкретную модель. Диапазон параметров принтеров лежит от экономических до производительности и сетевых возможностей. Очень важно понять какие параметры являются для Вас главными, потому что во многих случаях Вам не надо переплачивать за мощный цветной лазерный принтер, но в тоже время важно не съэкономить до такой степени чтобы остаться без функций и опций расширения которые Вам нужны или могут понадобиться в ближайшем будущем.
В то время, как начальные вложения в цветной лазерный принтер больше чем в струйный, цветные лазерные принтеры гораздо экономичнее при длительной эксплуатации. Если Вы печатаете сколь-нибудь значительный объем(больше 100 страниц в месяц), то выбор должен быть сделан в пользу цветного лазерного принтера. Типичный цветной лазерный принтер, исходя из пяти процентного заполнения каждым цветом( компоненты CMYK) печатает страницу стоимостью 10 центов. Используя струйный принтер, стоимость одной страницы будет в 3 и более раз дороже. Объясняется это тем, что производители струйных моделей продают их практически с нулевой прибылью, а зарабатывают за счет продаж дорогих струйных картриджей.
Подобное решение может устроить только домашних пользователей. Уже при печати 1000 страниц в месяц, Вы ожидаете возврата инвестиций самое большое от трех до шести месяцев, поэтому струйное решение не может рассматриваться при возрастающих объемах.
Вы готовы выбрать какой цветной лазерный принтер подходит Вам? Необходимо напомнить о некоторых важных параметрах.
Отдельно стоящий принтер или многофункциональное устройство?
Вы планируете покупать отдельное устройство или многофункциональное (МФУ) — последнее включает также копир, сканер и факс. Все зависит от того какие задачи надо решать. Очень быстро растет популярность многофункциональных устройств, активно заменяющих классические копиры и принтеры, особенно это характерно для предприятий малого и среднего бизнеса. Постоянно падают цены на цветные лазерные устройства. Уже сегодня вы можете купить высококлассный принтер всего за $300, а за $700 — многофункциональное устройство. Несмотря на то, что многофункциональное устройство стоит дороже отдельного принтера, оно все равно дешевле чем покупать его «по частям» — принтер, копир, факс и сканер. Потенциальным недостатком использования многофункционального устройства является то, что все задачи документооборота посылаются на одно устройство и, поэтому, приходится ждать очереди чтобы сделать копию, в то время как кто-то отправляет факс. Многофункциональные устройства, несомненно, экономят офисную площадь и деньги при покупке, но, конечно не могут заменить копир если требуются большие объемы копирования.
Совокупная стоимость владения принтером
С другой стороны, лазерный принтер обеспечивает самую низкую стоимость копии(cost per page -CPP). Причем, тенденция такова, что чем больше Вы используете принтер, тем больше разница между владением цветным лазерным и струйным. Рассмотрим простой пример:
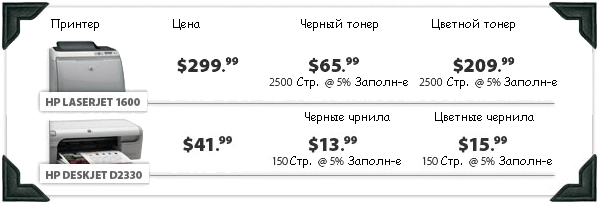
Допустим, Вы печатаете 5 000 страниц в месяц. Для печати такого объема на лазерном цветном принтере Вам потребуется поменять тонер дважды(~ $500). Для печати же аналогичного объема на струйном принтере, Вам потребуется поменять чернила 25 раз за месяц(~ $1 000)! Это не дешевое удовольствие, к тому же подобне операции кроме раздражения ни чего не доставят.
Это достаточно грубый подсчет, но он отражает тот факт, что для любого офиса с большим объемом печати стоимость владения цветным лазерным принтером дешевле струйного.
Другие расходные материалы и затраты влияющие на стоимость владения
Блок(узел) Фотокондуктора(Photoconductor Unit)
Для лазерных принтеров начального уровня, этот узел, как правило, входит в состав тонер-картриджа и меняется одновременно с заменой тонера. Однако, уже в устройствах среднего класса(принтеры для рабочих групп) и в принтерах уровня отдела/предприятия Блок Фотокондуктора является отдельным устройством, не интегрированным с бункером для тонера и заменяется периодически, как элемент процедуры обслуживания независимо от тонера. Блок Фотокондуктора участвует в процессе формирования изображения и служит для переноса порошка-тонера из бункера в виде точечного изображения на бумагу.
Ролик(узел) переноса(Transfer Roller)
Не вдаваясь в технические детали, можно заметить, что существует много способов реализации этого устройства, назначением которого является процесс переноса точечного изображения сформированного на Фотокондукторе на бумагу. Обычно, он заменяется в лазерных принтерах периодически, после печати от 20 000 до 100 000 оттисков. Так же является элементом процедуры обслуживания.
Узел термозакрепления(Fuser Kit)
Узел термозакрепления — «печка», является нагревательным элементом и служит для запекания нанесенного на бумагу порошка-тонера. Конструктивно, Узел термозакрепления состоит из одного нагревающего вала и одного вращающегося в противоположном направлении резинового вала. В младших моделях лазерных принтеров, «печка» конструктивно встроена в принтер и расчитана на весь срок службы принтера. В принтерах среднего класса и выше, Узел термозакрепления является элементом процедуры обслуживания. В среднем, ресурс «печки» — это 100 000 оттисков, но у лазерных принтеров для больших объемов печати — это может быть и 300 000 и выше.
Бункер для отработанного тонера(Waste Toner Kit)
В принтерах начального уровня, отработанный тонер собирается прямо в тонер-картридже. После печати страницы, запускается процесс сбора не закрепившегося тонера на бумаге. После очистки Блок Фотокондуктора и Ролик переноса лишний тонер ссыпается в Бункер отработанного тонера. Так же является элементом процедуры обслуживания и в среднем меняется через 100 000 оттисков.
Общее техническое обслуживание(Maintenance)
Большинство производителей, предлагает Чистящие комплекты, для поддержания лазерного принтера в рабочем состоянии и обеспечения требуемого качества печати. Обычно, указываются сроки рекомендуемого технического обслуживания. Исходя из усредненных правил, лазерный принтер пылесосят и чистят внутренние механические узлы каждые 50 000 копий. Одновременно меняются необходимые расходные материалы.
Бумага для принтеров и копиров
Изготовление бумаги — это сложный физико-химический процесс. Результат этого процесса на первый взгляд чрезвычайно прост: это обычный лист бумаги. На самом деле этот лист является производной огромного количества решений, принимаемых на каждом из этапов производственного процесса.
Понимание факторов производственного процесса поможет вам принять правильное решение при выборе бумаги для печати. Бумаги, качество изображения на которой будет наилучшим, а вероятность застреваний и других снижающих производительность проблем — минимальной.
Пульпа и бумага
Бумагу изготавливают из целлюлозных волокон. Большую часть целлюлозных волокон получают из дерева. Некоторые лучшие сорта бумаги изготавливают частично или целиком из целлюлозных волокон, сырьем для получения которых является хлопок или кусочки ткани (отсюда термин — «тряпичная бумага»).
Характеристики обработанного листа бумаги определяются многими качествами, начиная с пород деревьев, из которых изготавливается бумага. Деревья с мягкой древесиной (хвойные, в отличие от лиственных), такие как сосна, идут на изготовление прочной, хотя и немного грубой, бумаги. Из деревьев с твердой древесиной бумага получается более гладкой, зато и менее прочной. По расположению бумажной фабрики можно сделать вывод о типе используемой при производстве древесины, а, следовательно, и о свойствах выпускаемой данной фабрикой бумаги. Согласно экономическим законам фабрика использует древесину того типа, которую заготавливают в непосредственной близости от нее.
Многие фабрики для того, чтобы добиться изготовления более однородной бумаги, используют смесь твердой и мягкой древесины. Однако изготовление бумаги это довольно быстрый процесс с присущими ему колебаниями технологических параметров. Также следует принимать во внимание, что основное сырье для производства — дерево — само по себе не может иметь постоянных характеристик. Поэтому специалистам бумажной фабрики приходится постоянно контролировать параметры сырья, чтобы характеристики бумаги оставались неизменными. Распространить объявления можно через расклейка-объявлений74.рф.
Изготовление бумаги
Первый этап процесса изготовления бумаги состоит в снятии коры с дерева с последующим измельчением древесины. Затем измельченная древесина подвергается химической обработке при высоких температуре и давлении, в результате чего образуется жидкая смесь древесных волокон. Эти волокна всплывают в варочном котле и представляют собой темно-коричневую пульпу. Впоследствии эта пульпа отбеливается.
На следующем этапе специальные мельницы отбивают волокна и отделяют их друг от друга. Этот процесс в значительной степени влияет на степень изогнутости производимой бумаги, ее непрозрачность, рыхлость и жесткость. На этом этапе в массу добавляются наполнители и химикаты, которые также оказывают влияние как на внешний вид бумаги, так и на ее физические свойства. Они в наибольшей степени определяют отражающую способность бумаги, что в свою очередь определяет ее сорт. Более подробная информация о сортах бумаги и ее плотности приведена в приложении В данного Руководства.
На этом этапе пульпа содержит 99,5% воды и готова для поступления в бумагоделательную машину. Она поступает в машину, проходит через узкие трубки, поступает в камеру с повышенным давлением (головной бокс), которая отвечает за равномерное распределение пульпы на движущемся транспортере, представляющем собой сетку с мелкими ячейками. Та сторона бумаги, которая прижимается к сетке транспортера, называется проволочной стороной и отличается от противоположной стороны, называемой войлочной, рядом характеристик, включая направление прогиба и гладкость.
На протяжении следующих 6 — 10 метров движения внутри бумагоделательной машины из бумаги вытекает около 10% влаги, волокна начинают выдерживать свой вес. Таким образом, эти волокна уже становятся бумагой. Остальная влага будет удалена из этой бумаги откачиванием и прессовкой.
Технология матричной печати
Например, строчная буква «а» сверху формируется печатающей головкой при помощи иголок 3, 6, 7 и 8 в первой колонке, 2, 3, 5, 6, 7, 8 и 9 во второй и так далее до заполнения матрицы. Символы могут быть улучшены за счет более близкого расположения точек или за счет перекрытия. Чем меньше расстояния между точками, тем более четкими и гладкими получаются символы.
Качество символов может быть также улучшено за счет использования головок, содержащих большее количество иголок. В матричных принтерах испльзуются головки с 9, 18 и 24 иголками. Однако большинство 18-игольчатых головок содержат два ряда по 9 иголок в каждом, поэтому результат их печати эквивалентен результату печати обычного 9-игольчатого принтера.
Струйная технология печати
На сегодняшний день существует два различных подхода к созданию управляемого потока капель. Первый метод, основанный на создании непрерывного потока капель, так и называется — метод непрерывной струйной печати. Второй метод создания потока капель предусматривает возможность непосредственного управления процессом создания капли в нужный момент времени. Системы, использующие этот метод управления потоком капель, получили название системы импульсной струйной печати.
Непрерывная струйная печать

Этот метод позволяет достигать очень большой скорости создания капель: до 150 тыс. штук в секунду для коммерческих систем и до миллиона штук для специальных систем. Для управления потокам капель используется электростатическая система отклонения. Вылетающие из сопла капли проходят через заряженный электрод, напряжение на котором меняется в соответствии с управляющим сигналом. Поток капель попадает за тем в пространство между двумя отклоняющимися электродами, имеющими постоянную разность потенциалов. В зависимости от полученного ранее заряда отдельные капли изменяют свою траекторию по-разному. Этот эффект позволяет управлять положением печатаемой точки, так и ее наличием или отсутствием на бумаге. В последнем случае капля отклоняется настолько, что попадает в специальный улавливатель.
Подобные системы позволяют печатать точки диаметром от 20 микрон до одного миллиметра. Типичной является точка размером 100 микрон, что соответствует объему капли в 500 пиколитров. Основное применение такие системы нашли на рынке промышленной печати, в системах маркировки товаров, массовой печати этикеток, медицине и пр.
С помощью струйной печати возможна печать баннеров, как на синтетических полотнах, так и на тканях. Например ткань оксфорд 210 отлично подходит для печати плакатов и баннеров.
Импульсная струйная печать
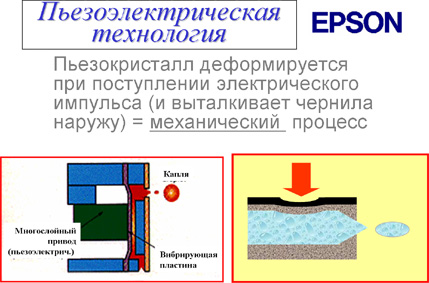
Для реализации пьезоэлектрического метода в каждое сопло установлен пьезоэлемент, связанный с чернильным каналом диафрагмой. Под воздействием электрического поля происходит деформация пьезоэлемента, благодаря которому сжимается и разжимается диафрагма, выдавливая каплю чернил через сопло. Подобный метод генерации капли используется в струйных принтерах Epson.
Положительным свойством таких технологий струйной печати является то, что пьезоэффект хорошо управляем электрическим полем, что дает возможность достаточно точно варьировать объемов получаемых капель, а значит и в достаточной степени влияет на размер получаемых пятен на бумаге. Тем не менее, практическое использование модуляции объема капель затруднено тем, что изменяется не только объём, но и скорость движения капли, что при движущейся головке вызывает ошибки позиционирования точки.
С другой стороны, производство печатающих головок для пьезоэлектрической технологии оказывается слишком дорогим в пересчете на одну головку, поэтому в принтерах Epson печатающая головка является частью принтера и по стоимости может составлять до 70% от общей стоимости всего принтера. Выход из строя такой головки требует серьезного сервисного обслуживания.

Процесс создания капель в термических печатающих головках после подачи импульса на резистор почти неуправляем и имеет пороговую зависимость объема испаряемого вещества от приложенной мощности, поэтому здесь динамическое управление объемом капели в отличие от пьзоэлектрической технологии весьма затруднительно.
Тем не менее, термические печатающие головки обладают самым высоким соотношением производительности и стоимости производства единицы продукции, поэтому термоструйная печатающая головка обычно является частью картриджа и при замене картриджа на новый автоматически происходи и смена печатающей головки. Однако, применение термических печатающих головок требует разработки специальных чернил, которые могут достаточно легко испаряться без возгорания и не подвержены разрушению при термическом ударе.
Лазерная технология печати
ПРИНЦИПЫ ДЕЙСТВИЯ ЛАЗЕРНЫХ ПРИНТЕРОВ
Толчком к созданию первых лазерных принтеров послужило появление новой технологии, разработанной фирмой Canon.* Специалистами этой фирмы, специализирующейся на разработке копировальной техники, был создан механизм печати LBP-CX. Фирма Hewlett-Packard в сотрудничестве с Canon приступила к разработке контроллеров, обеспечивающих совместимость механизма печати с компьютерными системами PC и UNIX. Первоначально конкурируя с лепестковыми и матричными принтерами, лазерный принтер быстро завоевал популярность во всем мире. Другие компании-разработчики копировальной техники вскоре последовали примеру фирмы Canon и приступили к исследованиям в области создания лазерных принтеров. Другим важным событием явилось появление цветных лазерных принтеров. Фирмы XEROX и Hewlett- Packard представили новое поколение принтеров, которые использовали язык описания страниц PostScript Level 2, поддерживающий цветное представление изображения и позволяющий повысить как производительность печати, так и точность цветопередачи.* Лазерные принтеры формируют изображение путем позиционирования точек на бумаге (растровый метод). Первоначально страница формируется в памяти принтера и лишь затем передается в механизм печати. Растровое представление символов и графических образов производится под управлением контроллера принтера. Каждый образ формируется путем соответствующего расположения точек в ячейках сетки или матрицы (рис. 1).
Несмотря на наступление струйных принтеров, господство лазерных устройств на рабочих местах в офисе в настоящее время не подлежит сомнению. Причин, объясняющих популярность лазерных принтеров, много. В них используется апробированная технология, зарекомендовавшая себя высокой надежностью: печать скоростная, бесшумная и вполне доступна по цене, ее качество в большинстве случаев приближается к типографскому. Изготовители лазерных принтеров также не стояли на месте, продолжая повышать скорость и качество печати, добиваясь при этом снижения цены. В 1994 г. номинальное быстродействие типичного лазерного принтера было равно 4 стр./мин., разрешение — 300 dpi при цене $800. В 1995 г мы стали свидетелями увеличения числа изделий, печатающих со скоростью 6 стр./мин, при разрешении 600 dpi и имеющих реальную розничную цену $350. Каждые два-три года изготовители повышают скорость печати на 1 или 2 стр./мин., и к концу десятилетия персональные лазерные принтеры достигли быстродействия 12-15 стр./мин. Кроме того, уменьшаются габариты лазерных принтеров — таким образом изготовители добиваются снижения цены и возможности установки их изделий на тесном рабочем столе.
Одним из следствий этого зачастую становятся ограниченные по сравнению с крупногабаритными моделями средства для работы с бумагой.
Входные емкости вмещают, как правило, не более 100 листов, а карман для бумаги нередко одновременно предназначен и для ручной подачи листов — для этого надо сначала удалить из него стопу бумаги. Емкость выходных лотков тоже ограниченна — если принтер вообще оснащен таким приспособлением. У некоторых принтеров тракт подачи бумаги настолько извилист, что поставщики не рекомендуют использовать машины для печати на липких наклейках. Лазерные принтеры, получившие наибольшее распространение, используют технологию фотокопирования, называемую еще электрофотографической, которая заключается в точном позиционировании точки на странице посредством изменения электрического заряда на специальной пленке из фотопроводящего полупроводника. Подобная технология печати применяется в копировальных аппаратах.
Важнейшим конструктивным элементом лазерного принтера является вращающийся фотобарабан, с помощью которого производится перенос изображения на бумагу. Фотобарабан представляет собой металлический цилиндр, покрытый тонкой пленкой из фотопроводящего полупроводника (обычно оксид цинка). По поверхности барабана равномерно распределяется статический заряд. С помощью тонкой проволоки или сетки, называемой коронирующим проводом, на этот провод подается высокое напряжение, вызывающее возникновение вокуг него светящейся ионизированной области, называемой короной. Лазер, управляемый микроконтроллером, генерирует тонкий световой луч, отражающийся от вращающегося зеркала. Этот луч, попадая на фотобарабан, засвечивает на нем элементарные площадки (точки), и в результате фотоэлектрического эффекта в этих точках изменяется электческий заряд.
Для некоторых типов принтеров потенциал поверхности барабана уменьшается от -900 до -200 В. Таким образом, на фотобарабане возникает копия изображения в виде потенциального рельефа.
На следующем рабочем шаге с помощью другого барабана, называемого девелопером (developer), на фотобарабан наносится тонер — мельчайшая красящая пыль. Под действием статического заряда мелкие частицы тонера легко притягиваются к поверхности барабана в точках, подвергшихся экспозиции, и формируют на нем изображение (Рис.3.).

Лист бумаги из подающего лотка с помощью системы валиков перемещается к барабану. Затем листу сообщается статический заряд, противоположный по знаку заряду засвеченных точек на барабане. При соприкосновении бумаги с барабаном частички тонера с барабана переносятся (притягиваются) на бумагу. Для фиксации тонера на бумаге листу вновь сообщается заряд и он пропускается между двумя роликами, нагревающими его до температуры около 180° — 200°С. После собственно процесса печати барабан полностью разряжается, очищается от прилипших частиц тонера и готов для нового цикла печати. Описанная последовательность действий происходит очень быстро и обеспечивает высокое качество печати. При печати на цветном лазерном принтере используются две технологии. В соответствии с первой, широко используемой до недавнего времени, на фотобарабане последовательно для каждого отдельного цвета (Cyan, Magenta, Yellow, Black) формировалось соответствующее изображение, и лист печатался за четыре прохода, что, естественно, сказывалось на скорости и качестве печати. В современных моделях в результате четырех последовательных прогонов на фотобарабан наносится тонер каждого из четырех цветов. Затем при соприкосновении бумаги с барабаном на нее переносятся все четыре краски одновременно, образуя нужные сочетания цветов на отпечатке. В результате достигается более ровная передача цветовых оттенков, почти такая же, как при печати на цветных принтерах с термопереносом красителя.
Принтеры этого класса оборудованы большим объемом памяти, процессором и, как правило, собственным винчестером. На винчестере содержатся разнообразные шрифты и специальные программы, которые управляют работой, контролируют состояние и оптимизируют производительность принтера. Цветные лазерные принтеры имеют довольно крупные габариты и большую массу. Технология процесса цветной лазерной печати весьма сложна и цены на цветные лазерные принтеры еще очень высоки.